O que significa cast?
O termo "cast" é um dos mais utilizados atualmente na indústria do entretenimento. Embora seja uma palavra em inglês, seu significado transcende fronteiras. Em português, "cast" pode ser traduzido como "elenco", referindo-se ao conjunto de atores selecionados para uma produção. Esse termo ressalta a importância da escolha criteriosa dos atores, que irão dar vida aos personagens e contribuir para o…

O que significa level?
Level é uma palavra simples, mas cheia de significados. É uma escala de medidas que indica um ponto de referência. No contexto dos videogames, é a jornada do protagonista. Na vida, talvez seja um convite a superar desafios e alcançar um novo patamar. Mas, afinal, o que realmente significa level? Talvez seja uma reflexão sobre caminhos, amadurecimento e crescimento pessoal.…

O que significa customer?
O mundo dos negócios é repleto de termos e conceitos que muitas vezes nos confundem. Mas o que realmente significa "customer"? Em sua essência, o termo remete ao cliente, aquele indivíduo fundamental para o sucesso de uma empresa. É através dele que as transações comerciais ocorrem, os produtos são vendidos e os serviços são contratados. O customer é alguém que…







O que significa ter transtorno obsessivocompulsivo?
Ter transtorno obsessivocompulsivo (TOC) é entrar em um labirinto mental em que…









O que significa tangente na matemática?
A tangente, em sua essência matemática, é uma relação misteriosa entre duas…
O que significa argumento na matemática?
Na matemática, o termo "argumento" possui um significado peculiar. Ele refere-se à…

O que significa limite na matemática?
Na matemática, o limite é como uma fronteira que nos permite explorar…
O que significa denominador?
Você já se perguntou o que significa denominador? Uma palavra tão peculiar…
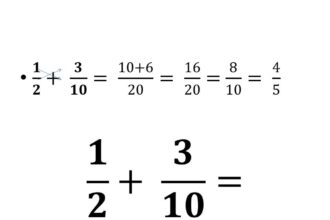
O que significa adição na matemática?
Quando mergulhamos no mundo da matemática, nos deparamos com diferentes termos e…
O que significa algarismo na matemática?
O que significa algarismo na matemática? Quando nos deparamos com essa palavra…

O que significa associação na matemática?
Já se questionou sobre o que significa associação na matemática? Muito além…

O que significa expressão numérica?
A expressão numérica, um enigma matemático envolto em símbolos, números e operações.…

O que significa capitalismo?
O que significa capitalismo? É um conceito que se desdobra em um verdadeiro oceano de interpretações e debates. Desde sua origem na Revolução Industrial até os dias atuais, o capitalismo abrange os pilares da propriedade privada, da livre iniciativa e do mercado competitivo. Mas, será que esse sistema econômico tem se mostrado eficiente e sustentável para todos? Exploraremos essas questões e muito mais neste artigo, mergulhando nas profundezas desse complexo sistema que molda nossa sociedade contemporânea.






O que significa CST?
O que significa CST? Se você já se deparou com essa sigla e ficou intrigado, não se preocupe, você não está sozinho. CST é a abreviação para "Código de Situação…