O que significa smart?
A palavra "smart" é uma daquelas que aparecem em nosso vocabulário diário com frequência, mas você já parou para pensar no seu significado? Originada do inglês, ela possui muitos sentidos, variando de inteligente a elegante. Descubra o significado por trás dessa palavra tão versátil e surpreenda-se com suas diversas interpretações no nosso cotidiano.

O que significa observation?
Observation é um termo que nos remete à arte de observar, de contemplar o mundo à nossa volta. É uma prática que nos permite enxergar além do óbvio, captar detalhes sutis e compreender nuances que muitas vezes passam despercebidas. Através da observação, somos capazes de mergulhar no universo dos sentidos e expandir nosso campo de conhecimento. Em seu significado mais…

O que significa return?
Return, oh enigmatic word! In the realm of finance, it signifies profit and loss, reward and risk. In the world of relationships, it holds the promise of reunion and the fear of farewell. So much depth confined to one simple word, a powerful force that sparks curiosity and uncertainty alike. What does return truly mean? Let us embark on a…






O que significa ter transtorno de estresse póstraumático?
Ter transtorno de estresse pós-traumático é adentrar em uma tempestade emocional imprevisível,…










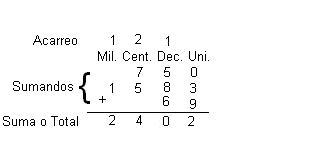
O que significa adição?
A adição, um conceito matemático fundamental, revela-se como um enigma estimulante para…
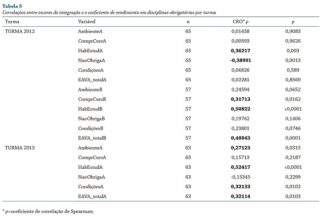
O que significa coeficientes?
Mergulhando no mundo dos números, nos deparamos com os misteriosos coeficientes. Esses…

O que significa aproximação na matemática?
A aproximação na matemática é uma poderosa ferramenta que nos permite obter…

O que significa geometria na matemática?
Geometria, uma palavra que desperta curiosidade e desafia a imaginação. Na matemática,…

O que significa associação na matemática?
Já se questionou sobre o que significa associação na matemática? Muito além…
O que significa argumento na matemática?
Na matemática, o termo "argumento" possui um significado peculiar. Ele refere-se à…

O que significa capitalismo?
O que significa capitalismo? É um conceito que se desdobra em um verdadeiro oceano de interpretações e debates. Desde sua origem na Revolução Industrial até os dias atuais, o capitalismo abrange os pilares da propriedade privada, da livre iniciativa e do mercado competitivo. Mas, será que esse sistema econômico tem se mostrado eficiente e sustentável para todos? Exploraremos essas questões e muito mais neste artigo, mergulhando nas profundezas desse complexo sistema que molda nossa sociedade contemporânea.







O que significa IOF?
Se você já teve a curiosidade de saber o que significa IOF, vamos esclarecer esse mistério. IOF é a sigla para Imposto sobre Operações Financeiras. Pode parecer um termo complicado,…