O que significa fat?
Você já se perguntou o que significa a palavra "fat"? Ela pode ter várias interpretações, dependendo do contexto. Desde um termo relacionado à gordura, até uma gíria para algo incrível. Descubra mais sobre essa palavra e seu significado em nosso artigo.

O que significa pose?
Pose, do inglês "posar", é uma expressão corporal que busca transmitir uma mensagem ou emoção. Presente na moda, na dança e até mesmo nas redes sociais, a pose pode ser uma ferramenta poderosa de comunicação e expressão pessoal.

O que significa software?
O que significa software? É quase como perguntar "o que é a vida?" ou "o que é amor?". O software é a essência digital que permeia nosso mundo, é a magia codificada que dá vida aos computadores e dispositivos inteligentes. É a linguagem da tecnologia, o meio pelo qual nos comunicamos com máquinas. Mas não se deixe enganar por sua…







O que significa ter resfriado?
Você já se perguntou o que realmente significa ter resfriado? Esse incômodo…







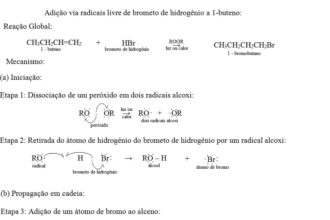
O que significa adição na matemática?
Quando mergulhamos no mundo da matemática, nos deparamos com diferentes termos e…
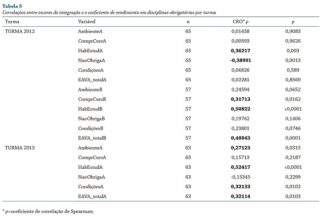
O que significa coeficientes?
Mergulhando no mundo dos números, nos deparamos com os misteriosos coeficientes. Esses…
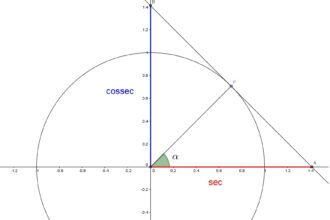
O que significa trigonometria na matemática?
O que é a trigonometria? Para alguns, é o estudo dos números…
O que significa equação?
O que significa equação? Quando mergulhamos no universo da matemática, nos deparamos…
O que significa equação diferencial na matemática?
Resolver equações diferenciais pode ser desafiador para muitos estudantes de matemática, mas…


O que significa acima na matemática?
Na matemática, a palavra "acima" ganha um novo significado. Deixando de ser…

O que significa capitalismo?
O que significa capitalismo? É um conceito que se desdobra em um verdadeiro oceano de interpretações e debates. Desde sua origem na Revolução Industrial até os dias atuais, o capitalismo abrange os pilares da propriedade privada, da livre iniciativa e do mercado competitivo. Mas, será que esse sistema econômico tem se mostrado eficiente e sustentável para todos? Exploraremos essas questões e muito mais neste artigo, mergulhando nas profundezas desse complexo sistema que molda nossa sociedade contemporânea.







O que significa TL;DR?
Você já se deparou com a sigla TL;DR em textos online e ficou se perguntando o que diabos isso significa? TL;DR, ou "Too Long; Didn't Read", é uma expressão utilizada…