O que significa fill?
Você sabe o que significa "fill" em português? Esse termo tem várias interpretações. Em alguns contextos, pode se referir a preencher algo, como uma lacuna. Em outros casos, pode significar o ato de encher, como encher um copo d'água. Entender o significado de "fill" é fundamental para expandir seu vocabulário e aprimorar sua comunicação em português.

O que significa raise?
Raise. Quatro letras que carregam o poder de transmutar expectativas em realidade. Mas, o que significa raise? É ele o redentor dos sonhos e aspirações ou meramente uma palavra sem sentido? Descubra conosco o verdadeiro significado desse verbo e desvende os segredos que ele guarda.
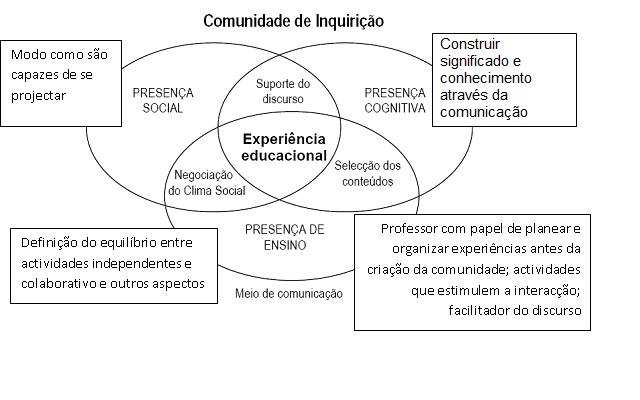
O que significa discourse?
O que significa discourse? Essa é uma pergunta que desperta curiosidade e intriga muitos estudiosos da linguística e áreas afins. O termo discourse está associado à compreensão e análise das formas como a linguagem é utilizada em interações sociais. Seu estudo abrange desde a estrutura textual e retórica até os significados implícitos e os poderes sociais envolvidos nas trocas comunicativas.…







O que significa transtorno do déficit de atenção e hiperatividade?
O transtorno do déficit de atenção e hiperatividade (TDAH) é uma condição…








O que significa logaritmo na matemática?
O logaritmo, um conceito matemático tão enigmático quanto fascinante, desvenda os segredos…
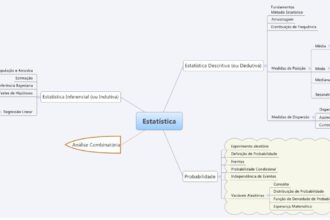
O que significa estatística na matemática?
A estatística na matemática é como uma lente que nos permite enxergar…

O que significa subtração?
A subtração é um conceito matemático que pode parecer complicado à primeira…

O que significa relações trigonométricas?
Você já se perguntou o que significa relações trigonométricas? Esses conceitos matemáticos,…

O que significa derivada na matemática?
Derivada na matemática é como uma chave mágica que nos permite desvendar…
O que significa atrito na matemática?
Uma sensação de hesitação e resistência surge quando dois corpos se encontram,…

O que significa integral na matemática?
Você já se perguntou o que realmente significa "integral" na matemática? É…

O que significa capitalismo?
O que significa capitalismo? É um conceito que se desdobra em um verdadeiro oceano de interpretações e debates. Desde sua origem na Revolução Industrial até os dias atuais, o capitalismo abrange os pilares da propriedade privada, da livre iniciativa e do mercado competitivo. Mas, será que esse sistema econômico tem se mostrado eficiente e sustentável para todos? Exploraremos essas questões e muito mais neste artigo, mergulhando nas profundezas desse complexo sistema que molda nossa sociedade contemporânea.







O que significa INSS?
INSS, o Instituto Nacional do Seguro Social, é um órgão brasileiro que tem como objetivo garantir proteção social aos cidadãos e promover o bem-estar. O nome pode parecer simples, mas…