O que significa carrier?
A palavra "carrier" pode significar muitas coisas. Do transporte de cargas ao portador de uma doença. Mas ela também pode carregar consigo o peso da responsabilidade e da importância, como um mensageiro do destino. Portanto, o significado de "carrier" vai além das palavras, ele carrega a própria essência da vida.

O que significa around?
Ao pensar na palavra "around" em inglês, podemos mergulhar em um oceano de significados que se estendem em todas as direções. Como uma brisa suave que envolve tudo à sua volta, "around" é uma expressão que nos convida a explorar territórios desconhecidos. Seja nos referindo a um lugar físico ou como um conceito mais abstrato, essa pequena palavra possui uma…

O que significa enter?
O que significa "enter"? Essa palavrinha curta e simples carrega consigo uma infinidade de significados e usos. Tanto pode ser o ato de entrar fisicamente em algum lugar, quanto o comando utilizado em um teclado para passar para a próxima linha. Nesse artigo, exploraremos as múltiplas facetas desse termo e como ele se encaixa em diferentes contextos da nossa vida…












O que significa algarismo na matemática?
O que significa algarismo na matemática? Quando nos deparamos com essa palavra…

O que significa determinante na matemática?
O que significa determinante na matemática? O determinante é uma medida especial…

O que significa equações racionais?
Você já se perguntou o que significa equações racionais? Bem, essas equações…

O que significa geometria na matemática?
Geometria, uma palavra que desperta curiosidade e desafia a imaginação. Na matemática,…

O que significa limite na matemática?
Na matemática, o limite é como uma fronteira que nos permite explorar…
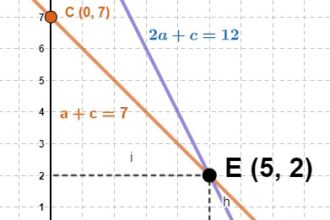
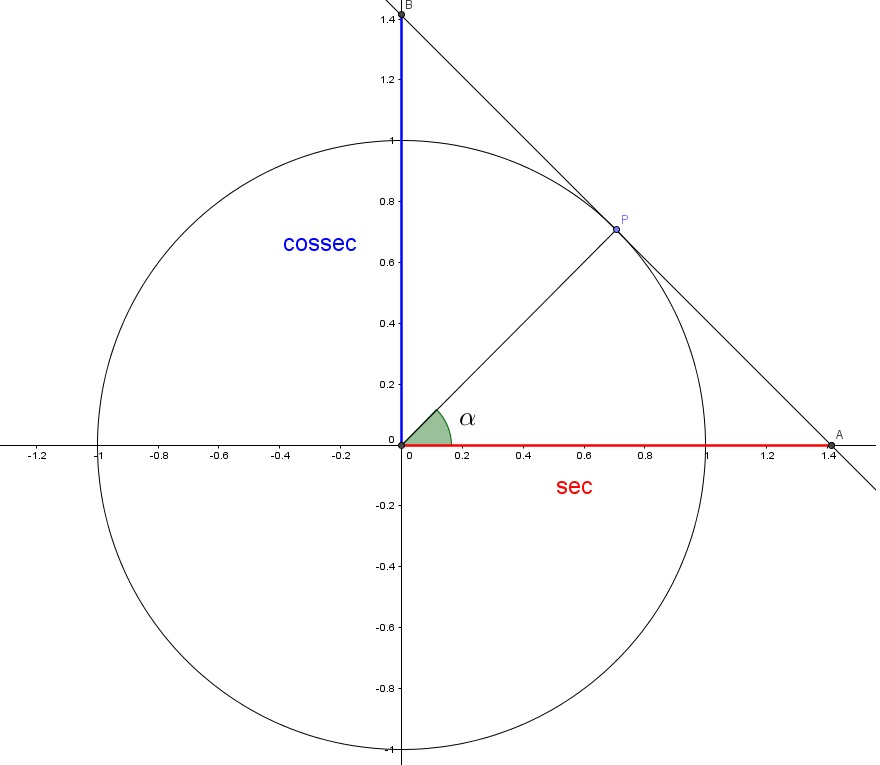
O que significa trigonometria na matemática?
O que é a trigonometria? Para alguns, é o estudo dos números…

O que significa expressão numérica?
A expressão numérica, um enigma matemático envolto em símbolos, números e operações.…

O que significa escaleno?
Escaleno, uma palavra que encerra mistério e equilíbrio. Entre os triângulos, este…

O que significa capitalismo?
O que significa capitalismo? É um conceito que se desdobra em um verdadeiro oceano de interpretações e debates. Desde sua origem na Revolução Industrial até os dias atuais, o capitalismo abrange os pilares da propriedade privada, da livre iniciativa e do mercado competitivo. Mas, será que esse sistema econômico tem se mostrado eficiente e sustentável para todos? Exploraremos essas questões e muito mais neste artigo, mergulhando nas profundezas desse complexo sistema que molda nossa sociedade contemporânea.






O que significa AIDS?
AIDS, uma cama escura onde o medo e a incerteza se encontram. Mas o que realmente significa essa sigla de pesares? Uma resposta complexa, uma doença que assombra a humanidade.…