O que significa definition?
Você já se perguntou o que significa a palavra "definição"? Essa palavrinha pode parecer simples, mas carrega um significado profundo. Descubra neste artigo o verdadeiro sentido por trás da definição e como ela se aplica em nosso dia a dia. Prepare-se para uma jornada de reflexão sobre o poder das palavras e sua capacidade de moldar o mundo ao nosso…

O que significa director?
O que significa director? Essa palavra carrega consigo um ar de autoridade, liderança e habilidade de tomar decisões importantes. O director é aquele que guia, orienta e supervisiona, seja no mundo dos negócios, nas artes ou em qualquer outra área. É o responsável por traçar caminhos, alcançar metas e garantir o sucesso de uma equipe ou organização. Ser director é…

O que significa honor?
O que significa honor? A honra é algo tão subjetivo e profundo que é difícil defini-la de forma exata. Ela transcende as palavras e se manifesta através de nossas ações e valores. É um sentimento de integridade, respeito e dignidade, que nos impulsiona a agir com ética e justiça. A honra é aquela chama interna que nos guia para fazer…







O que significa ter transtorno obsessivocompulsivo?
Ter transtorno obsessivocompulsivo (TOC) é entrar em um labirinto mental em que…







O que significa volume na matemática?
O volume na matemática é uma dimensão mágica que transforma formas e…

O que significa seno na matemática?
O seno, um dos mais enigmáticos termos da matemática, desperta curiosidade e…

O que significa limite na matemática?
Na matemática, o limite é como uma fronteira que nos permite explorar…

O que significa matriz na matemática?
Matriz, um conceito tão simples, mas tão profundo. Como uma teia intrincada…
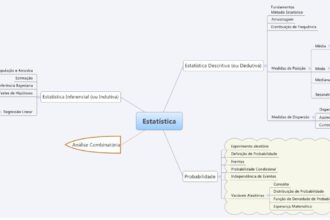
O que significa estatística na matemática?
A estatística na matemática é como uma lente que nos permite enxergar…

O que significa vetor na matemática?
Quando entramos no mundo da matemática, nos deparamos com diversos conceitos e…

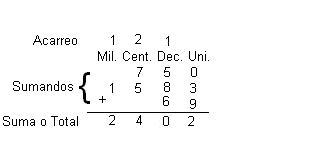
O que significa assunto na matemática?
Matemática, a pedra angular do conhecimento numérico, muitas vezes nos desafia com…

O que significa associação na matemática?
Já se questionou sobre o que significa associação na matemática? Muito além…

O que significa capitalismo?
O que significa capitalismo? É um conceito que se desdobra em um verdadeiro oceano de interpretações e debates. Desde sua origem na Revolução Industrial até os dias atuais, o capitalismo abrange os pilares da propriedade privada, da livre iniciativa e do mercado competitivo. Mas, será que esse sistema econômico tem se mostrado eficiente e sustentável para todos? Exploraremos essas questões e muito mais neste artigo, mergulhando nas profundezas desse complexo sistema que molda nossa sociedade contemporânea.






O que significa ICMS?
ICMS, o enigma tributário que nos ronda! Mas afinal, o que essa sigla significa? ICMS é a abreviação de Imposto sobre Circulação de Mercadorias e Serviços, um imposto estadual brasileiro.…