O que significa concept?
O que significa concept? Conceito, ideia, visão. Uma palavra que carrega em si a capacidade de transformar o abstrato em concreto. É o ponto de partida para a criação de algo novo, inovador. É o combustível para a imaginação e a chave para explorar novas fronteiras. O conceito é a semente que pode germinar e dar origem a grandes realizações.
O que significa desperate?
O que significa "desperate"? Essa palavra intensa carrega uma aura de desespero e urgência, mas vai além disso. Ela expressa a sensação de estar sem saída, de ansiar desesperadamente por uma solução. É como se o coração murmurasse ao cérebro: "Estou disposto a fazer qualquer coisa para encontrar uma saída". O termo transcende o desespero no sentido literal, é uma…
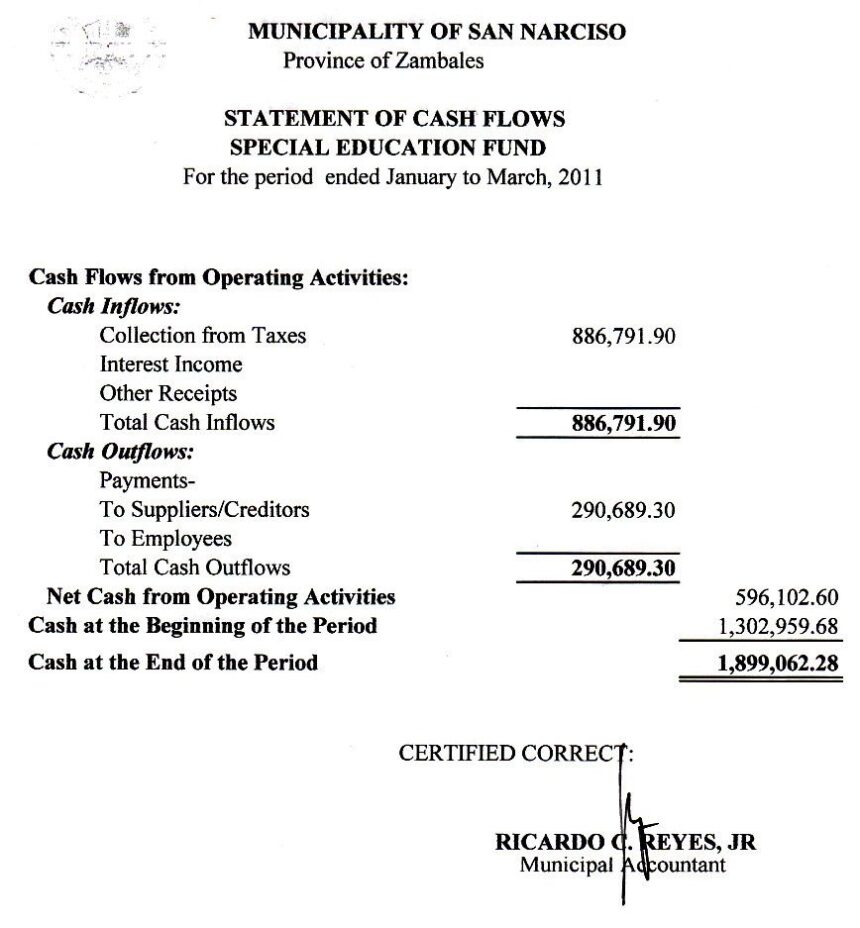
O que significa statement?
O que significa statement? Essa é uma pergunta comum para aqueles que estão aprendendo a língua inglesa e se deparam com essa palavra versátil. Statement pode significar declaração, afirmação ou extrato, dependendo do contexto. Dessa forma, é importante compreender o contexto para interpretar corretamente o significado dessa palavra tão intrincada.







O quê significar ser probiótico?
Os probióticos são como pequenos super-heróis que trabalham incansavelmente para fortalecer nosso…









O que significa expressão numérica?
A expressão numérica, um enigma matemático envolto em símbolos, números e operações.…

O que significa geometria na matemática?
Geometria, uma palavra que desperta curiosidade e desafia a imaginação. Na matemática,…


O que significa fator?
O fator, este enigma quase misterioso que permeia nosso universo matemático, representa…
O que significa adição na matemática?
Quando mergulhamos no mundo da matemática, nos deparamos com diferentes termos e…
O que significa operação matemática?
Mergulhando no colorido mundo da matemática, nos deparamos com a pergunta: o…



O que significa capitalismo?
O que significa capitalismo? É um conceito que se desdobra em um verdadeiro oceano de interpretações e debates. Desde sua origem na Revolução Industrial até os dias atuais, o capitalismo abrange os pilares da propriedade privada, da livre iniciativa e do mercado competitivo. Mas, será que esse sistema econômico tem se mostrado eficiente e sustentável para todos? Exploraremos essas questões e muito mais neste artigo, mergulhando nas profundezas desse complexo sistema que molda nossa sociedade contemporânea.






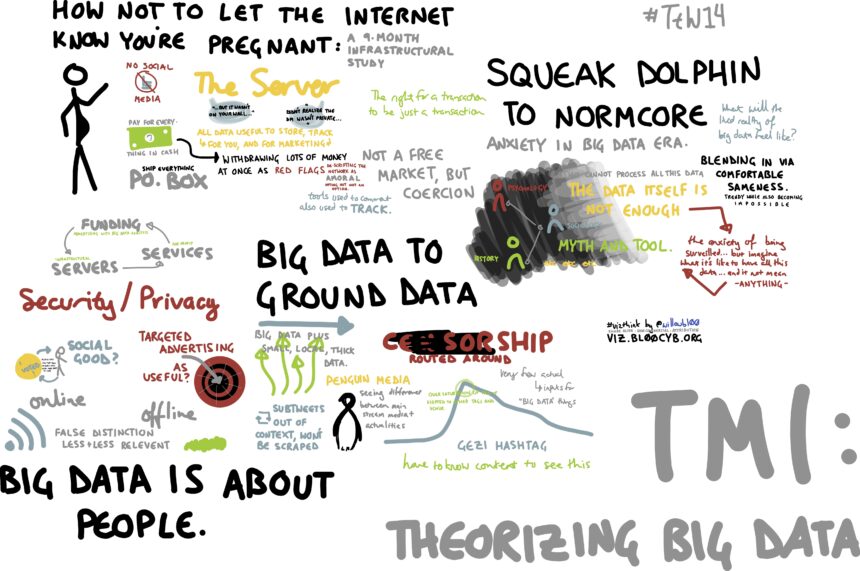
O que significa TMI?
Quantas vezes já nos deparamos com a expressão "TMI" nas redes sociais e não fazemos ideia do significado? Pois bem, hoje desvendaremos esse mistério! TMI é a abreviação de "Too…