O que significa afternoon?
A tarde e seus mistérios revelam-se através da palavra "afternoon", originária do inglês. O que significa afternoon? Uma fatia de tempo que se estica até o entardecer, onde o sol esconde-se timidamente atrás do horizonte, pintando o céu com suas cores alaranjadas. É o momento propício para relaxar, refletir sobre o dia que passou e planejar o que está por…

O que significa lake?
Você já se perguntou o que significa "lake" em português? Esse termo misterioso traz à mente imagens de beleza e serenidade. Um lago, ou lagoa, é uma extensão de água cercada por terra, que geralmente nos transporta para um mundo de calma e contemplação. Seja admirando a vida aquática ou aproveitando uma tarde de pesca tranquila, um lago é um…

O que significa media?
Você já se perguntou o que significa a palavra "mídia"? A princípio, pode parecer uma simples palavra, mas seu significado vai muito além. Mídia é a forma como comunicamos nossas ideias, compartilhamos informações e influenciamos o mundo ao nosso redor. É através da mídia que as histórias são contadas, os pensamentos são expressos e as sociedades são moldadas. Entender o…






O quê significar ser vegetariano?
O que significa ser vegetariano? Essa escolha vai além do simples fato…


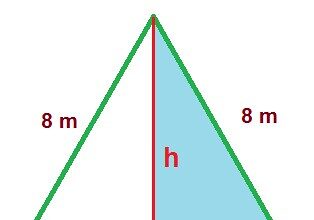





O que significa áreas de figuras geométricas?
Desde os tempos antigos, figuras geométricas têm sido um fascínio para os…

O que significa quociente?
O que significa quociente? Uma pergunta que pode desencadear diversos pensamentos profundos…
O que significa tangente na matemática?
A tangente, em sua essência matemática, é uma relação misteriosa entre duas…

O que significa volume na matemática?
O volume na matemática é uma dimensão mágica que transforma formas e…
O que significa coeficientes?
Mergulhando no mundo dos números, nos deparamos com os misteriosos coeficientes. Esses…


O que significa ângulo na matemática?
Na matemática, a palavra ângulo ganha vida própria. Ela se curva e…

O que significa seno na matemática?
O seno, um dos mais enigmáticos termos da matemática, desperta curiosidade e…

O que significa capitalismo?
O que significa capitalismo? É um conceito que se desdobra em um verdadeiro oceano de interpretações e debates. Desde sua origem na Revolução Industrial até os dias atuais, o capitalismo abrange os pilares da propriedade privada, da livre iniciativa e do mercado competitivo. Mas, será que esse sistema econômico tem se mostrado eficiente e sustentável para todos? Exploraremos essas questões e muito mais neste artigo, mergulhando nas profundezas desse complexo sistema que molda nossa sociedade contemporânea.





O que significa DIY?
DIY ou "faça você mesmo" é uma abordagem criativa que promove a autonomia e a personalização. É a arte de colocar suas mãos à obra e transformar ideias em realidade,…