O que significa abortion?
O que significa abortion? Um tema polêmico e delicado que desperta debates acalorados em todo o mundo. Aborto refere-se à interrupção voluntária da gravidez, sendo um direito legal em alguns países e uma questão moral complexa em outros. As opiniões divergem, refletindo a pluralidade de visões e valores presentes na sociedade. Para uns, é uma questão de autonomia e escolha;…

O que significa social?
O que significa social? Essa palavra tão multifacetada nos remete a um emaranhado de conexões e interações. É o tecido invisível que permeia nossas vidas, moldando nossa Identidade e nos conectando com os outros. Mas o que ela verdadeiramente significa? Vamos explorar essa questão e desvendar o significado intrínseco do social.

O que significa circle?
O círculo, uma figura geométrica perfeita e simétrica, possui um significado profundo tanto culturalmente quanto em áreas como matemática e arte. Representando harmonia, totalidade e eternidade, o círculo é um símbolo poderoso em diversas culturas ao redor do mundo. Desde a roda até os ciclos naturais, o círculo nos envolve e nos conecta à essência da vida. Mas não se…
















O que significa áreas de figuras geométricas?
Desde os tempos antigos, figuras geométricas têm sido um fascínio para os…

O que significa aceleração na matemática?
A aceleração, na matemática, é um conceito fundamental que nos permite entender…
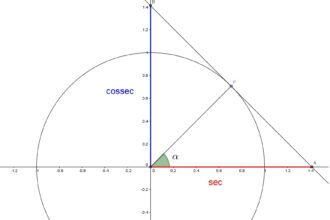
O que significa trigonometria na matemática?
O que é a trigonometria? Para alguns, é o estudo dos números…

O que significa atrito na matemática?
Uma sensação de hesitação e resistência surge quando dois corpos se encontram,…

O que significa fórmula de Bhaskara na matemática?
A fórmula de Bhaskara, na matemática, é um marco que transcende a…

O que significa vetor na matemática?
Quando entramos no mundo da matemática, nos deparamos com diversos conceitos e…
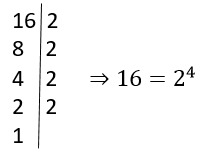
O que significa radiciação?
A radiciação é como um delicado desvendar, um mergulho profundo em busca…
O que significa assíntota na matemática?
As assíntotas são como linhas invisíveis que atraem ou afastam uma curva,…

O que significa capitalismo?
O que significa capitalismo? É um conceito que se desdobra em um verdadeiro oceano de interpretações e debates. Desde sua origem na Revolução Industrial até os dias atuais, o capitalismo abrange os pilares da propriedade privada, da livre iniciativa e do mercado competitivo. Mas, será que esse sistema econômico tem se mostrado eficiente e sustentável para todos? Exploraremos essas questões e muito mais neste artigo, mergulhando nas profundezas desse complexo sistema que molda nossa sociedade contemporânea.






O que significa FIES?
O Fundo de Financiamento Estudantil, conhecido como FIES, é um programa do governo brasileiro que surgiu para auxiliar estudantes a realizar o sonho de cursar o ensino superior. Com o…