O que significa o prefixo ad-?
O prefixo "ad-" em português tem uma carga significativa por trás de si, capaz de dar um novo sentido às palavras. Vem do latim, onde indicava uma ideia de aproximação ou direção. Hoje, esse prefixo é utilizado para dar um sentido de intensidade ou adição à palavra. Entender o significado do prefixo "ad-" é fundamental para compreendermos a riqueza da…

O que significa pregnant?
Você já se perguntou o que significa a palavra "pregnant" em português? Bem, a resposta é "grávida". Mas essa simples palavra carrega consigo um universo de significados e emoções. É o símbolo da criação de vida, da transformação do corpo e da maternidade. É um estado mágico e especial, que representa a espera e a chegada de algo sublime. É…

O que significa release?
Você já se perguntou o que significa "release"? Neste artigo, vamos explorar o significado dessa palavra e como ela é utilizada em diferentes contextos. Acompanhe para descobrir mais!






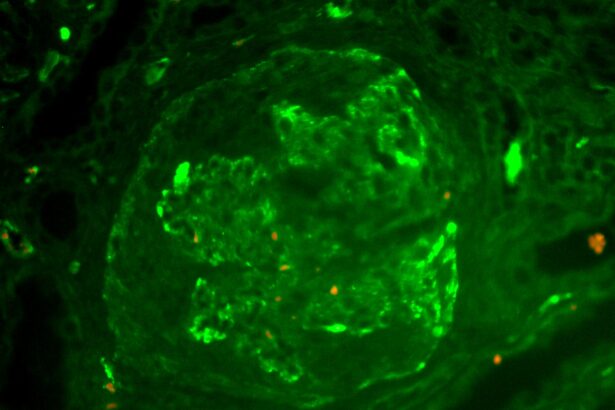
O que significa glomerulonefrite aguda ou crônica?
A glomerulonefrite aguda ou crônica é uma condição que afeta os glomérulos…









O que significa ângulo na matemática?
Na matemática, a palavra ângulo ganha vida própria. Ela se curva e…

O que significa fator?
O fator, este enigma quase misterioso que permeia nosso universo matemático, representa…
O que significa área na matemática?
Na matemática, a área é um conceito fundamental que nos permite medir…

O que significa aceleração na matemática?
A aceleração, na matemática, é um conceito fundamental que nos permite entender…

O que significa expressão numérica?
A expressão numérica, um enigma matemático envolto em símbolos, números e operações.…

O que significa antilogaritmo na matemática?
Antilogaritmo, uma palavra intrigante no mundo da matemática. Mas o que será…
O que significa equação?
O que significa equação? Quando mergulhamos no universo da matemática, nos deparamos…

O que significa capitalismo?
O que significa capitalismo? É um conceito que se desdobra em um verdadeiro oceano de interpretações e debates. Desde sua origem na Revolução Industrial até os dias atuais, o capitalismo abrange os pilares da propriedade privada, da livre iniciativa e do mercado competitivo. Mas, será que esse sistema econômico tem se mostrado eficiente e sustentável para todos? Exploraremos essas questões e muito mais neste artigo, mergulhando nas profundezas desse complexo sistema que molda nossa sociedade contemporânea.





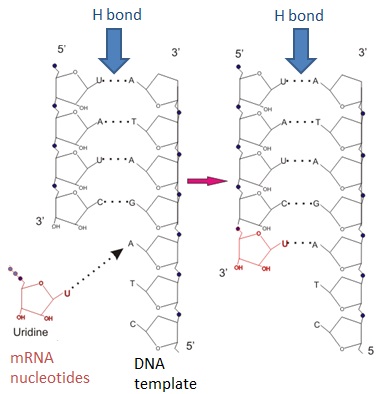
O que significa RNA?
Se você olhar para a própria essência da vida, vai se deparar com o RNA. Essas três letras representam uma das moléculas mais fundamentais e intrigantes da biologia. Mas o…