O que significa ¡Buena suerte! em Espanhol?
Você já se perguntou o que significa ¡Buena suerte! em espanhol? Essa expressão, que em português significa "boa sorte", é usada para desejar sorte a alguém em diferentes situações. Seja para um exame, uma entrevista de emprego ou até mesmo para uma viagem, ¡Buena suerte! é uma forma carinhosa de transmitir positividade e desejar sucesso para alguém. Pronto para espalhar…

O que significa these?
O que significa 'these'? Essa pequena palavra carrega consigo um poder intrigante na língua inglesa. E enquanto pode parecer simples à primeira vista, 'these' possui uma versatilidade surpreendente, adaptando-se a diferentes contextos e transmitindo nuances sutis. Vamos explorar juntos esse encantador mistério linguístico e desvendar o significado por trás de 'these'.

O que significa message?
O que significa message? - Uma incursão pelo significado da palavra que guarda consigo o poder de conectar, instruir e emocionar. Uma pequena palavra que carrega um imenso poder de comunicação, capaz de transcender fronteiras e tocar corações. Descubra como uma simples message pode mudar vidas.






O que significa ter hepatite?
A hepatite é uma condição que se manifesta silenciosamente no corpo, mas…








O que significa ângulo na matemática?
Na matemática, a palavra ângulo ganha vida própria. Ela se curva e…
O que significa logaritmo na matemática?
O logaritmo, um conceito matemático tão enigmático quanto fascinante, desvenda os segredos…

O que significa multiplicação?
A multiplicação é como uma poção mágica matemática que transforma um número…

O que significa seno na matemática?
O seno, um dos mais enigmáticos termos da matemática, desperta curiosidade e…

O que significa equação diferencial na matemática?
Resolver equações diferenciais pode ser desafiador para muitos estudantes de matemática, mas…

O que significa geometria na matemática?
Geometria, uma palavra que desperta curiosidade e desafia a imaginação. Na matemática,…

O que significa subtração?
A subtração é um conceito matemático que pode parecer complicado à primeira…

O que significa capitalismo?
O que significa capitalismo? É um conceito que se desdobra em um verdadeiro oceano de interpretações e debates. Desde sua origem na Revolução Industrial até os dias atuais, o capitalismo abrange os pilares da propriedade privada, da livre iniciativa e do mercado competitivo. Mas, será que esse sistema econômico tem se mostrado eficiente e sustentável para todos? Exploraremos essas questões e muito mais neste artigo, mergulhando nas profundezas desse complexo sistema que molda nossa sociedade contemporânea.






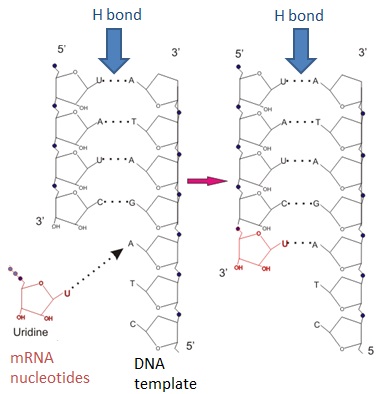
O que significa RNA?
Se você olhar para a própria essência da vida, vai se deparar com o RNA. Essas três letras representam uma das moléculas mais fundamentais e intrigantes da biologia. Mas o…